
115/02/25
別人的健康秘訣,對你可能沒效?更懂自己的身體,才更能「精準健康」!
陳彥諺|
科技大觀園特約編輯
 塑膠優良的延展性與可塑性使其可以鑄造或擠壓成各種形狀的產品,已成為現今生活不可或缺的一部分。
塑膠優良的延展性與可塑性使其可以鑄造或擠壓成各種形狀的產品,已成為現今生活不可或缺的一部分。
萬用的塑膠如何誕生?——射出成型
你聽過賽璐珞(celluloid)嗎?塑膠製品帶給我們生活很大的便利,從手機外殼、眼鏡框、各種零部件,到車身面板,每天生活中運用到的塑膠製品超乎想像,但你曾想過它們的由來嗎?1869年,美國John Wesley Hyatt用具有一定聚合度的硝酸纖維素(cellulose nitrate),加入樟腦和酒精製成了熱可塑性樹脂。1870年,美國製造公司把它命名為Celluloid(賽璐珞),商業上最早生產的合成塑料從此誕生。
1872年,Hyatt兄弟率先註冊了第一台柱塞式射出成型機的專利。它像是一個大型的皮下注射器針頭,通過一個加熱的圓筒把塑料注射到模具中。這種射出成型機在美國運轉了幾十年,於二次大戰期間生產了大量低廉且形狀簡單的塑膠製品。隨著射出成型機不斷發展進步,直到1956年,美國William H. Willert開發的螺桿式射出成型機獲得專利,自此有了現代化的射出成型機並沿用至今。
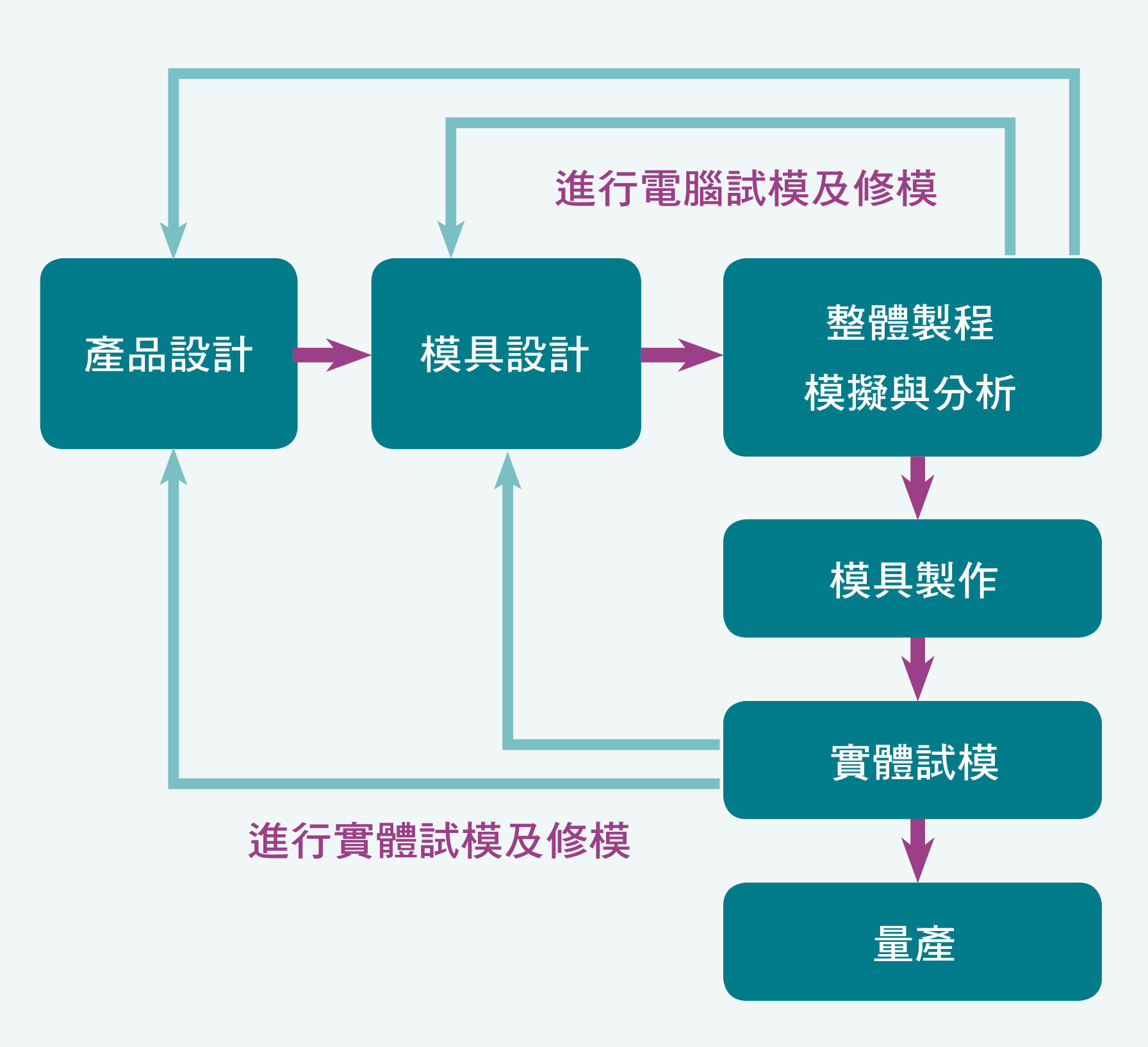
塑膠優良的延展性與可塑性使其可以鑄造或擠壓成各種形狀的產品,如薄膜、纖維、板面、管、瓶、盒等,已成為現今生活不可或缺的一部分。塑膠產品的製造源自於客戶的「需求」,進而產生一個「設計概念」。有了設計概念之後,交由產品設計師設計產品,之後再交給模具設計師設計與開發模具。經過後續開模(模具製作)、試模、反饋修正等步驟,最終完成適當的模具大量生產產品。
產品開發至量產包含四個階段:依產品的功能、外觀、組合、材料與製程,設計產品圖面,並交由模具廠設計與製作模具;模具設計者收到產品圖或樣品及相關的材料、重量、顏色等規格,進行模具的討論、圖面設計、加工、合模等程序,也就是依照模具可製造性的會議結果製作模具,再把完成的模具交由成型廠試模、修改及檢測;成型工程師於試模階段測試出可順利生產的成型條件,並針對成型困難之處回饋模具廠作為修模建議,待修模完成後再試模,直到產品品質符合試模規範為止;藉由少量生產與品管檢驗的方式提高產品良率,最後才進入量產階段。
射出製程方式 各產業有別
欲獲得品質優良的塑膠製品,必須先了解成型製程的相關原理與機制。可以把影響射出成型品質的要素分為三大項:材料性質、產品模具設計、成型條件。
射出成型已有數十年的發展歷史,應用範圍含括汽車、3C(電腦、通訊與消費性電子)、光學、醫療、民生用品等產業。雖然屬於傳統製程,但因產品規格不同及塑料的日新月異,至今已發展出專屬於個別產業的塑膠成型規範。
例如:汽車部件以長纖維塑料達到結構強度不減的輕量化改良;3C射出成型品普遍發展成熟,多材質設計便成為吸引消費者目光的重要指標;行動產品高汰換率拉抬塑膠鏡頭需求,因此多模穴生產的精度與穩定性決定產能與獲益;醫療用塑料的認證標準嚴苛,且無塵環境產線是基本配備,但產品附加價值非常高。此外,民生用品雖然精度要求不高,仍需要搭配異型水路技術以降低生產周期。
除傳統射出領域外,衍生的相關製程也相繼開發出來,包含具有輕量化、低成型壓力、低收縮率等優點的氣∕液體輔助成型與發泡射出成型;提供多材質或多功能部件一次性成型的共射∕雙射成型;以壓縮機制彌補保壓不均的射出壓縮成型;適用於精密、幾何複雜產品的金屬∕陶瓷粉末射出成型;必須嚴格控溫的熱澆道系統。
射出成型的發展可依循幾個脈絡:塑膠材料的多元化、塑膠產品需求量暴增、機台設備控制性能提升、模具鋼材品質提升、衍生製程開發、CAE準確率提升及計算效能提升、生產數據化、設計∕製造∕品管系統整合、數據庫與標準化建立、人工智慧(未來)。
其中前兩項相輔相成,因為塑膠原料相較於金屬、木材、陶瓷等其他材料的取得成本較低,且可以大量生產,種種的便利性與低成本讓人們想把塑膠製品不斷延伸到所有類型的產品應用上。不同的產品需要不同的材料特性來滿足其應用需求,五花八門的需求加速塑膠種類的研發與創新;再搭配射出成型所衍生的相關製程與各種類型的添加物,光是射出成型材料介紹就可以寫出好幾本專書。機台設備控制性能與模具鋼材品質提升射出成型的穩定,讓精密成型(尺寸公差小於1微米)變成可能。
此外,隨著科技演進,電腦計算能力提升與材料科學理論發展促成模擬分析效能增進,以電腦輔助工程(computer aided engineering, CAE)分析與設計驗證逐漸變成必備步驟;聯網技術也讓海量的射出成型資料得以記錄、分析,以及建立標準化程序,這些數據就是人工智慧的基石,最終將達到智慧設計與製造的時代。
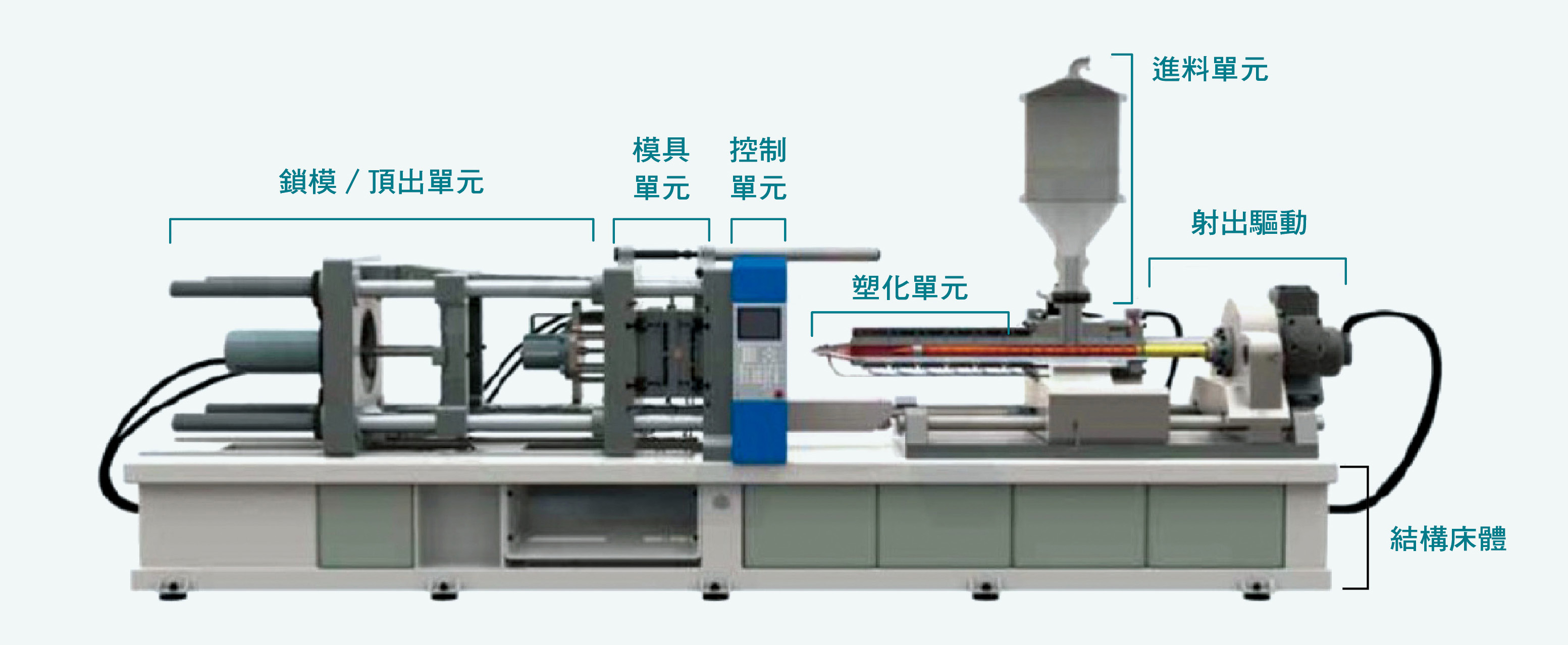 塑膠射出成型機(簡稱射出機)是利用不同種類的塑料及不同形狀的模具,設計成因應各種需求的塑膠產品的成型設備。射出機常因種類、用途不同而有不同的組成,惟一般會涵蓋射出系統、合模系統、機身、液壓系統、加熱與冷卻系統、控制系統、加料系統等組成。
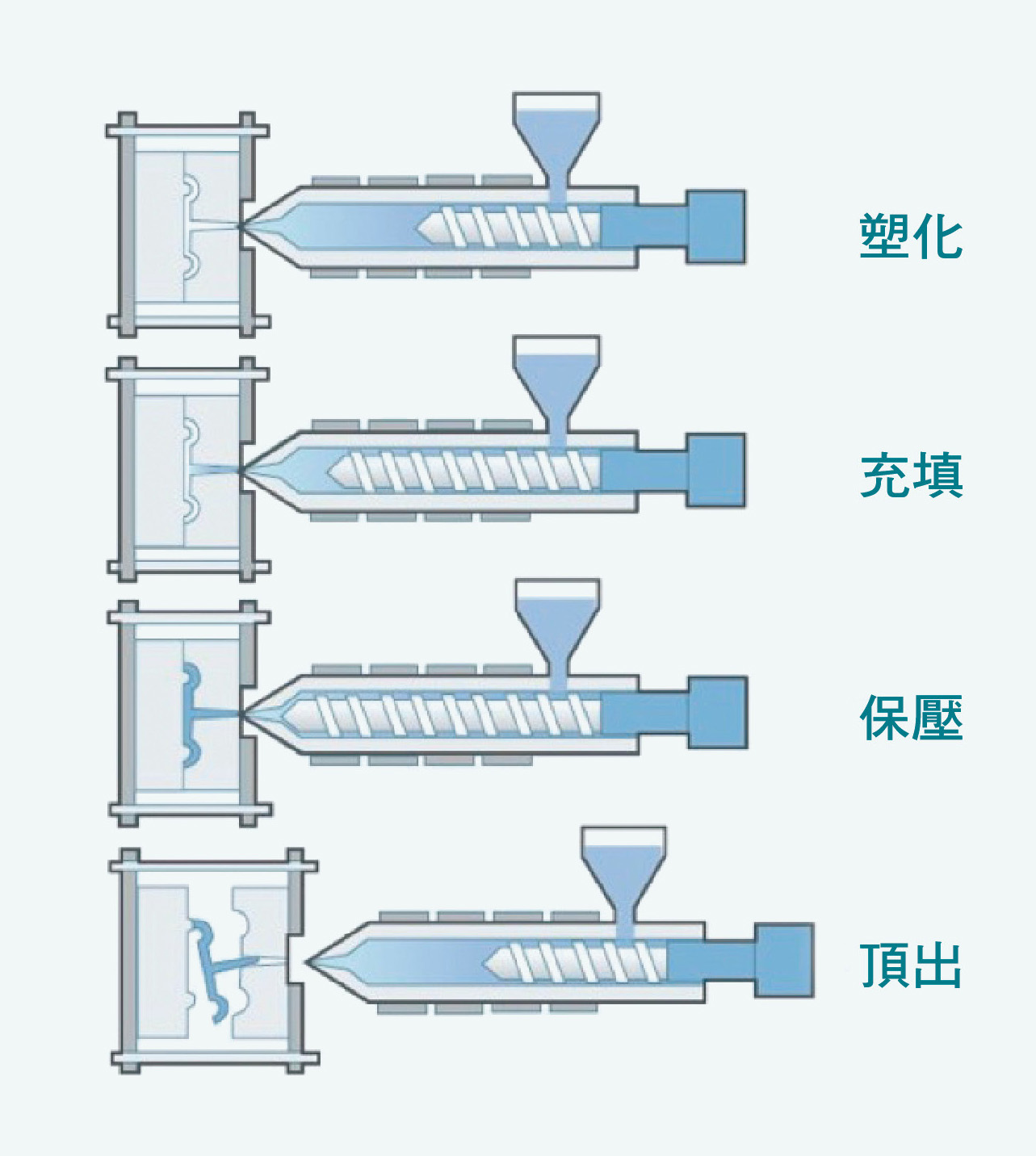
塑膠射出成型機(簡稱射出機)是利用不同種類的塑料及不同形狀的模具,設計成因應各種需求的塑膠產品的成型設備。射出機常因種類、用途不同而有不同的組成,惟一般會涵蓋射出系統、合模系統、機身、液壓系統、加熱與冷卻系統、控制系統、加料系統等組成。射出成型四大關 「塑化—充填—保壓—頂出」
射出成型簡單地說,是藉由射出機把塑膠原料軟化為可流動的熔融態,並注入到模穴中,固化後最終形成產品的過程。塑膠藉由料斗進入射出機後,塑膠在料筒內被螺桿擠壓而產生大量的摩擦熱,進而形成熔融狀態,並利用加熱器維持熔膠溫度完成射出前準備,這個過程稱為可塑化。接著已經熔化的塑膠會隨著螺桿前進經噴嘴注入關閉的模穴中,這過程稱為充填。
充填完後,在高分子熔膠已完全填滿模穴的狀態下,繼續施以高壓並追加注入更多熔膠,以補償因冷卻造成的塑膠體積收縮,並確保模穴完全填滿,直到澆口固化,這階段稱為保壓。澆口固化後成品會在模穴內冷卻。最終可動側模板會後退,頂針把成型品、澆道系統及廢料頂出後,模板關閉準備進行下一模次的射出。這循環就是射出的成型周期,與塑件重量、塑件厚度、塑膠性質、機器設定參數等有關。一般成型周期從數秒到數十秒,其中冷卻階段所占的時間比率最高,通常是成型周期的70~80%。
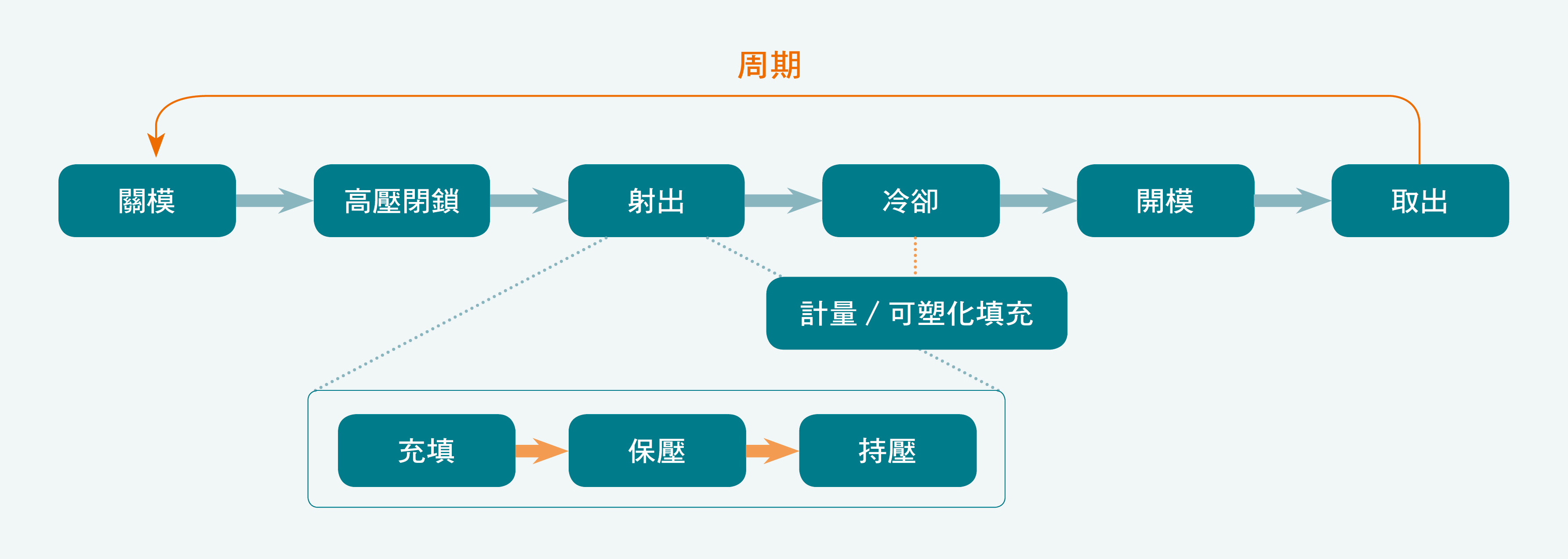
 射出成型的周期
射出成型的周期射出成型系統大破解
簡述射出成型過程中的設備及系統如下,包含進料系統、控制系統、可塑化系統、射出系統及模具系統。
進料系統:一般可分為獨立供料與中央供料系統,獨立供料設備常設置在射出機的落料口上方,就是加料斗,構造簡單,通常是倒圓錐狀或錐狀。中央供料系統則較為複雜,包含吸料機、中央材料裝載機、輸送控制系統等,具有連續供料、集中自動控制、混合均勻、可靈活改變顏色等優點。
控制系統:可以說是整個射出機的大腦與神經中樞,使用者藉由操縱控制系統來達成對射出成型各種程序動作如壓力、溫度、速度、時間等的掌控,直接影響產品的整個成型周期與產品品質。
可塑化系統:固態塑膠原料從料斗進入料管內,在螺桿高速旋轉下與料管產生剪切生熱效應,配合料管外的電熱片控制溫度,使塑料形成熔融狀態,並沿螺桿溝槽向前推進。
螺桿是可塑化過程中的關鍵部件,一般分為3個區段:進料段螺溝深度固定,負責預熱與輸送,以顆粒間摩擦熱與電熱片供熱把塑料預熱到熔點;壓縮段螺溝深度漸縮,負責把塑料熔融、混練、壓縮與排氣,塑料在這區段必須完全熔融,熔融後原本塑料顆粒的間隙不復存在,整體體積會縮小,因此螺槽體積必須相應下降;計量段螺溝深度固定,負責運輸及計量熔膠。螺桿各功能段的長度、幾何形狀直接影響可塑化量、熔膠均勻性及運送效率,不同塑膠因分子結構與特性不同,應採用不同的螺桿設計。
射出系統:主要負責充填與保壓程序,由射出驅動單元控制螺桿作動,螺桿前進使熔膠經由噴嘴、注入口、澆道與澆口推入模穴中,模穴快射飽時會切換為保壓程序,這時螺桿以高壓持續把熔膠推進模穴中。射出系統需提供足夠的動力執行螺桿的高速與高壓作動。
模具系統:賦予塑膠產品所須的尺寸與形狀,保持熔膠於模穴中完成保壓、冷卻固化並頂出。主要由7項系統組成:引導、支撐、模製組件、澆注、冷卻、頂出、排氣系統。常見的模具有3種:兩板模、三板模、熱澆道。一般包含固定側與可動側模板,其中的空間就是模穴,也就是塑膠的成型範圍,此外也包含頂出機構(如頂出銷或頂出板)。
 射出成型程序流程圖
射出成型程序流程圖塑膠品質要素中 「成型條件」最為複雜
以模具觀點的射出成型歷程可分為幾個階段:
關模階段:模具關上後會上高壓鎖模,準備迎接熔膠射出階段帶來的高溫高壓狀態。
射出階段:一般現場把射出階段定義為充填與保壓動作,分別以螺桿速度與壓力控制熔膠注入模穴。
冷卻階段:在冷卻期間,螺桿會一邊進行塑化動作,包含進料、壓縮與計量,等待下次射出,因此冷卻與塑化計量會一起進行。
開模階段:冷卻結束後,熔膠溫度、壓力下降,模板先洩壓再開模取出產品。
若以產品觀點來看成型歷程,可以把射出段切分為充填、壓擠與保持階段。壓擠階段是透過推擠讓更多熔膠經由澆口進入模腔,因此靠近澆口的熔膠密度會高於流動末端。保持階段是減低由射出機提供的壓力,使模腔內的熔膠密度分布更均勻。
以塑料觀點所經歷的射出成型歷程變化,包含:料管加熱片的加熱、塑料顆粒在料管中剪切摩擦而熔融、機台加壓驅動熔膠流動、完成充填保壓、在模具內部冷卻成型、固化頂出。
在產品模具設計、材料性質與成型條件的射出成型三大要素中,成型條件最為複雜。成型分為幾個階段,每個階段都有不同的成型條件設定,並且會互相關聯。必須先知道這些條件調動後,對產品也就是塑料本質的影響,才能真正知道為何而動,以及改動以後的後果。
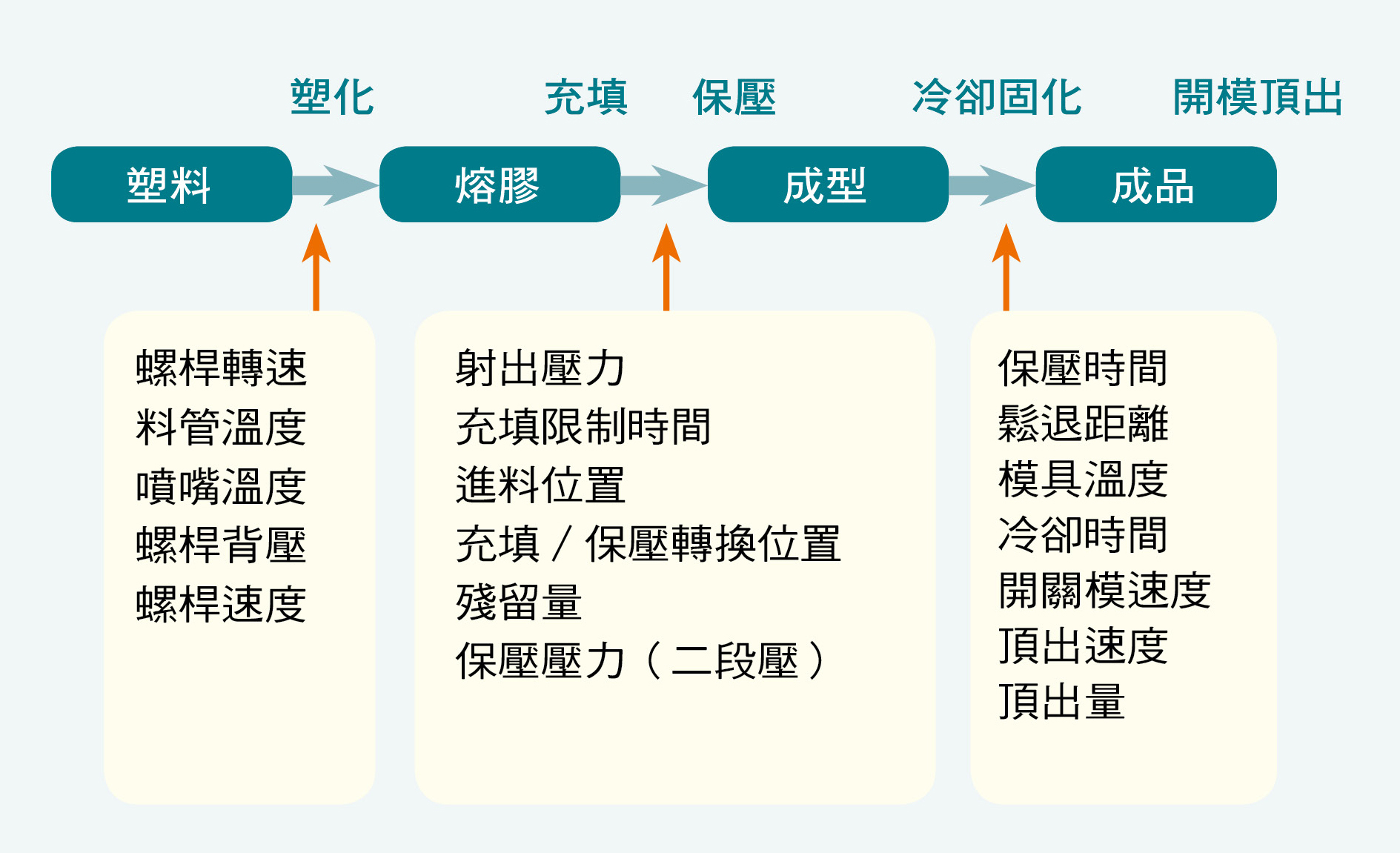 射出成型程序流程與控制參數
射出成型程序流程與控制參數塑膠產品製程 需根據材料調整
因為塑料的性質不盡相同,包括不同溫度、壓力下的比容變化、流變性質也就是黏度變化,還有比熱、熱傳導係數等,這些都會影響塑料在成型周期中的行為。由成型問題與塑料溫度、壓力的關聯,可以發現溫度越高、熱裂解風險越大,溫度太低或壓力不足,會出現短射問題。也就是當降低工作溫度時,就必須提高壓力把熔膠輸送到模穴,壓力太高則可能導致毛邊。
除了產品整體平均的比容差異外,也需要考慮成型過程中產品內部的密度分布。澆口處因為保壓效果好,通常收縮程度較低;而充填末端因為壓力傳遞不易,補償效果較差。產品不同部位的塑料壓力-比容-溫度狀態路徑也有差異,這些差異都是造成翹曲行為的原因。為了降低不同位置塑料的收縮差異造成產品翹曲的問題,必須讓產品中各點的比容變化結果儘量一致。
 射出成型過程中會出現的缺陷種類非常多,基本上可分為外觀問題或尺寸問題,如短射、應力痕、流動痕、翹曲變形等。
射出成型過程中會出現的缺陷種類非常多,基本上可分為外觀問題或尺寸問題,如短射、應力痕、流動痕、翹曲變形等。為此,CAE模流分析提供了根本的解決方法,利用數顆感測點所記錄的比容資訊,模流分析軟體可以自動優化保壓條件,降低產品兩端的比容差異,進而控制產品尺寸。
塑膠的分子組成會影響分子鏈段的排列行為,可分為無法結晶的不定形高分子或結晶性高分子。結晶材料在冷卻過程中,分子鏈規則排列後會空出較多空間,因此結晶行為會導致較大的比容變化,因而造成較大的收縮率。也就是如果使用結晶性材料進行射出,則脫模後產品尺寸縮水的程度會大於使用不定形材料的產品。因此,模具設計與成型條件設定必須一併考量所選用的材料種類。
塑膠分子各方向收縮率不同 成型結構難捉摸
不只材料的比容特性會影響產品尺寸,塑料的高分子結構也是本質上非常重要的效應,尤其是充填階段的流場效應所引發微觀結構——分子鏈排向的變化。
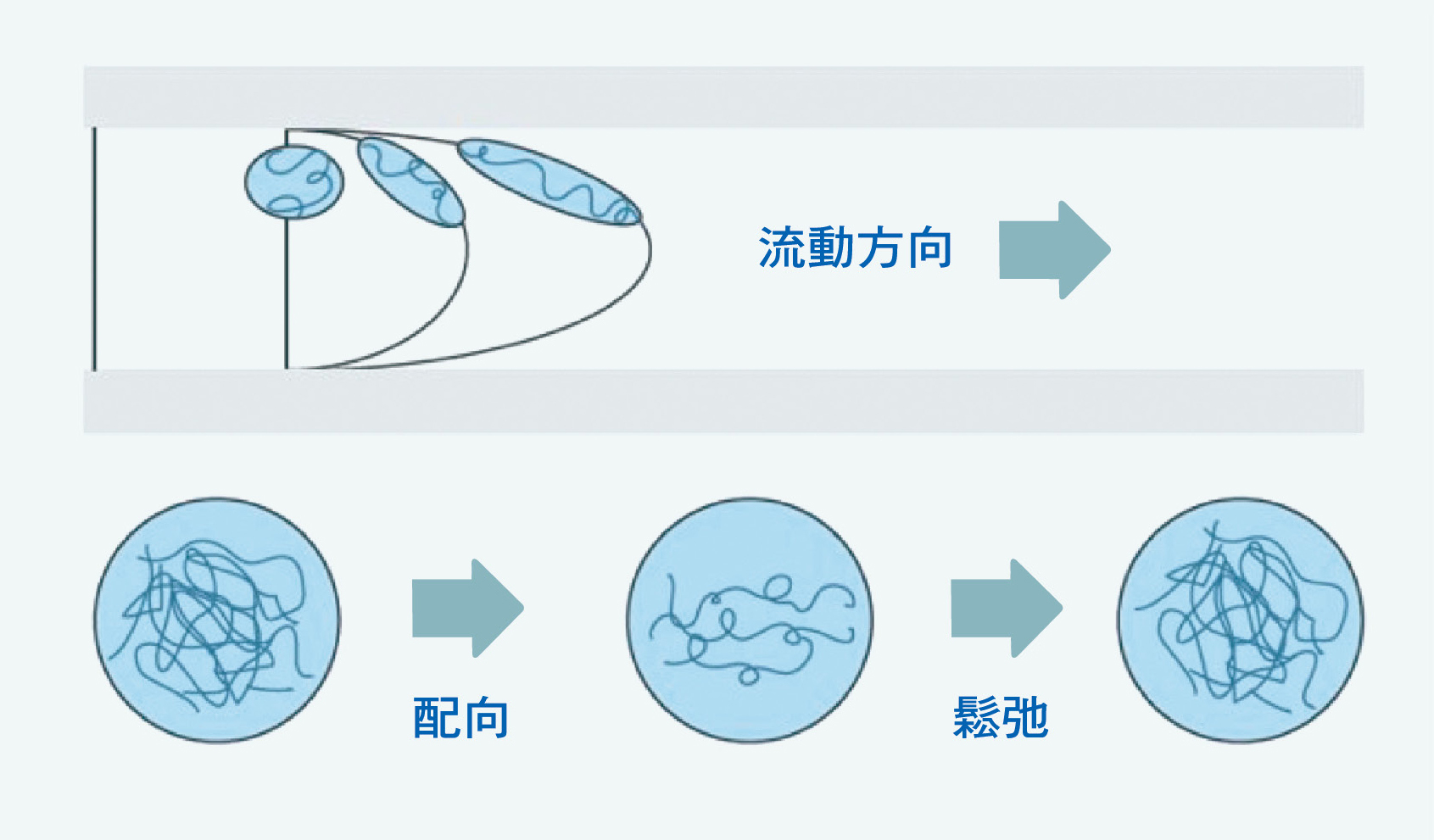 噴泉流的剪切流場導致的分子鏈排向
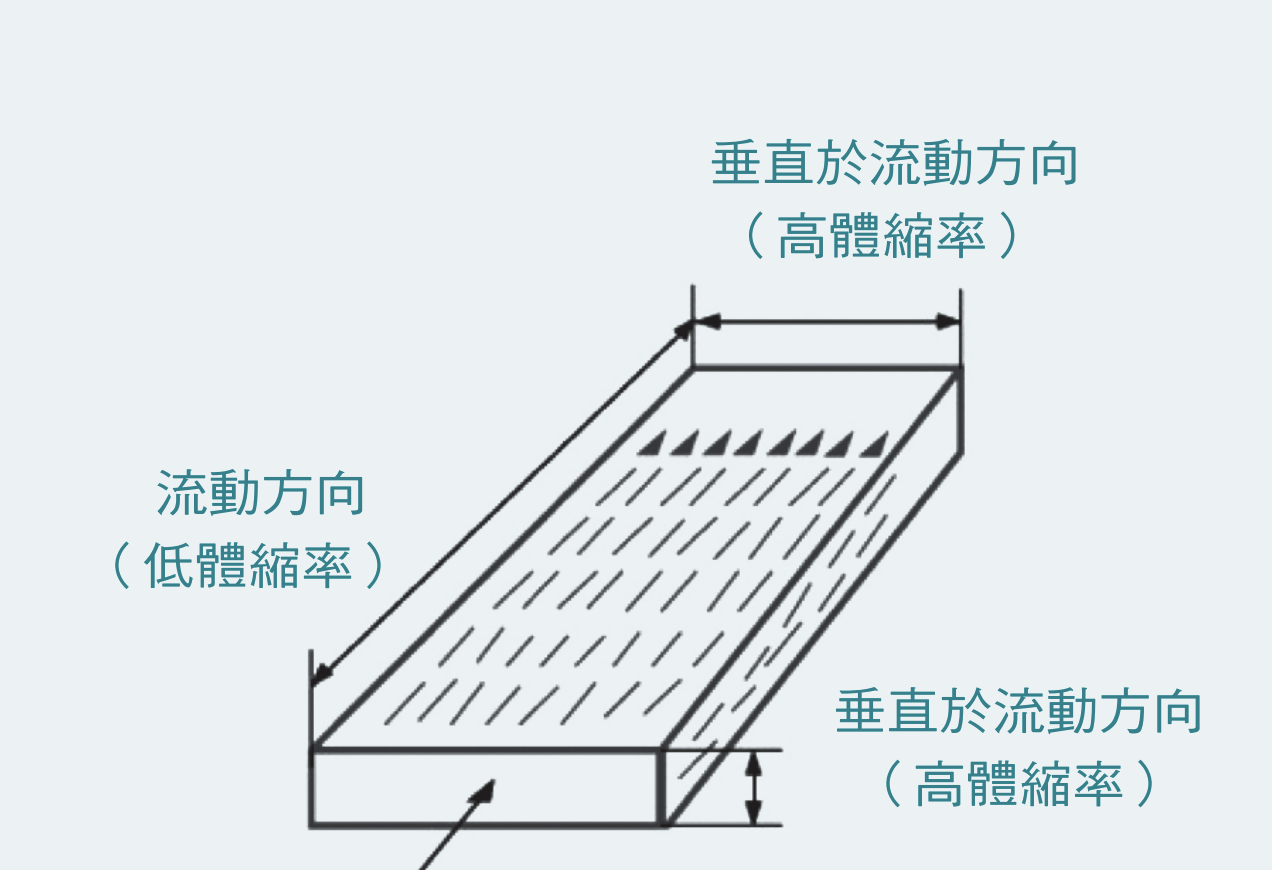
噴泉流的剪切流場導致的分子鏈排向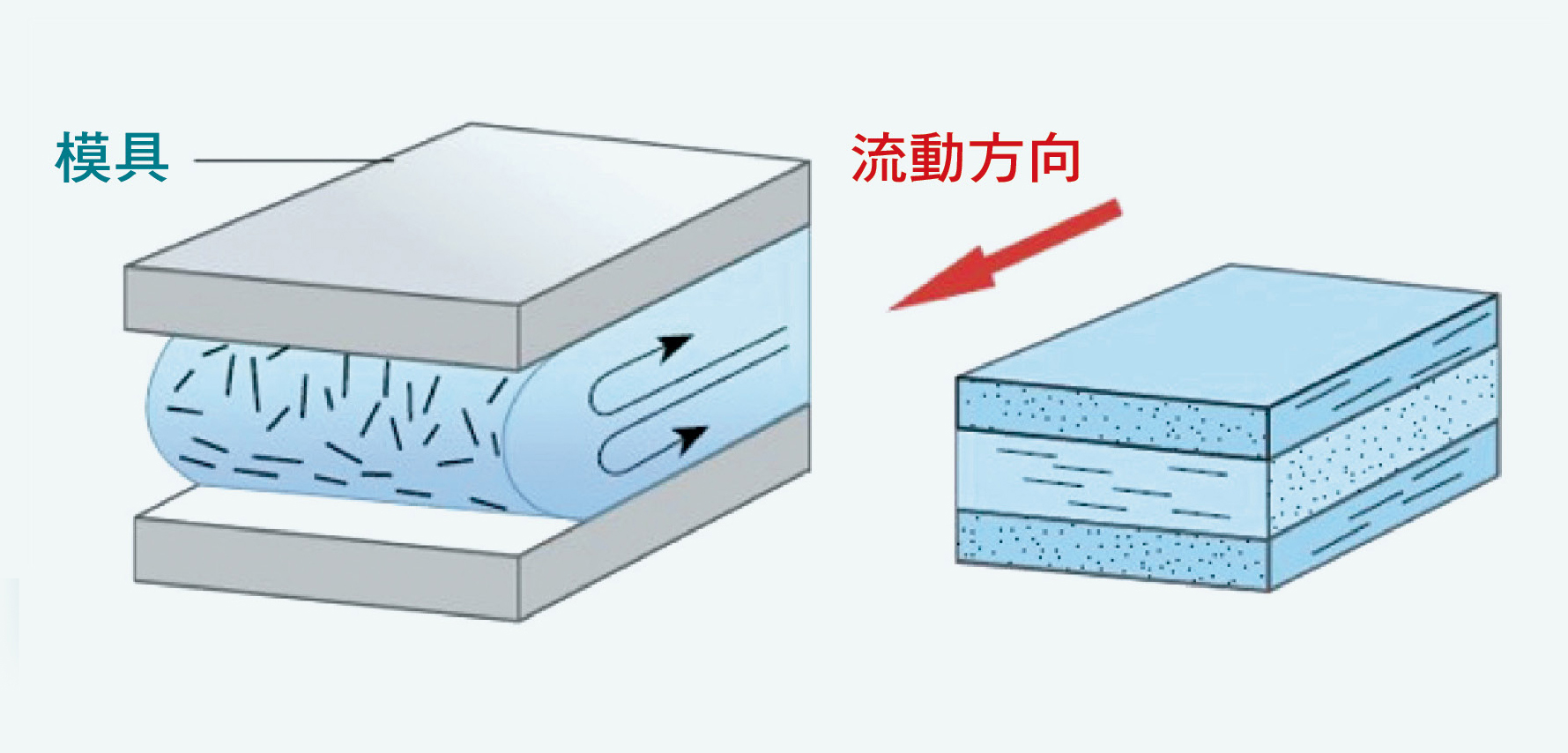 噴泉流導致的纖維方向
噴泉流導致的纖維方向而且,因為纖維的剛性遠比高分子強,收縮時纖維本身會抵抗流動方向的收縮,因此含纖料的流動方向收縮會小於垂直流動方向。含纖料的收縮行為正好與純塑料相反,這也是材料對成型結果非常重要的影響。
 <
<
塑膠射出缺陷的救兵——電腦輔助工程
射出成型過程中會出現的缺陷種類非常多,基本上可分為外觀問題或尺寸問題,如短射、應力痕、熔合線、翹曲變形等。
面對這些缺陷問題,傳統的解法是以「試模→修模→試模」的方式,也就是由NG產品去推估模具應該修改的地方。例如某軸向的收縮量太大,導致成品長度不足,就必須把模具從射出機上卸載下來,由師傅修改模具,也就是把這軸向的模穴空間多掏空一些,以彌補收縮效應。修改後的模具再次上機試模,觀察成品是否已達到允許的公差值。若否,則再次卸下修改。如此這般疊代到產品允許的規格為止。
然而,射出成型產品的缺陷種類何其多,也絕非單一因素造成,頭痛醫頭、腳痛醫腳的方式,常常造成原始缺陷雖然有改善,卻出現新的成型問題。猶如瞎子摸象的修模法,不僅耗費大量的時間、人力、能源等成本,非全面性考量缺陷成因的做法,也不是正確的解決方法。
電腦輔助工程(CAE)工具中的模流分析軟體,就為這問題提供科學依據與整體性的解法,利用電腦模擬與分析協助診斷與開發複雜的射出成型製程。CAE可以快速整合材料複雜的流變性、熱性質、機械性質,讓設計及開發人員能針對模具設計進行定性及定量的分析與診斷,以及讓設計及開發人員能針對已有的模具及操作條件分析與診斷。並且,透過CAE的分析結果,開發者可以剖析問題發生的原因,測試多種設計變更找到最適合的解法,這樣的做法是傳統試誤法無法達到的。
在開發流程中導入CAE驗證設計,已經是普遍的做法。若能學習到正確的CAE分析準則與對策選用,就能大幅提升產品生命周期管理效益。以射出成型產品為例,完整的CAE分析包含塑膠的螺桿塑化、模具充填保壓冷卻階段、開模取出後結構強度等部分。其中射出製程是決定產品品質的主要階段,塑膠在短時間內經歷固態、熔膠態又回到固化狀態,等於是分子間的排列重組。若能有效掌控製程中的塑膠性質轉變,就能確保產品有較穩定的結構強度。最適合使用CAE的時機是:
產品設計階段(開模前):預測並修正產品設計可能的缺失、減少開模成本。
量產前(已開模):產品有缺陷,但由現場試模難以解決,藉由模擬再現現場缺陷與問題,由結果分析出導致缺陷的原因進而改善。
量產中(已開模):藉由模擬找出改善良率及縮短成型周期的可能性,進一步提升產能。
客製化資料庫─藉由持續累積的專案數量,歸納問題與解方,作為設計引導的參數與建立標準作業程序。
 射出成型產品開發的新概念
射出成型產品開發的新概念射出成型的智慧再升級
射出成型雖然屬於傳統製程,在工業升級的趨勢下,現今的射出成型也已搭載許多聯網應用,而往智慧化設計與製造邁進。現階段已可擷取實時生產的射出機台資訊,由資料庫定義良好的生產曲線範圍,若實時數據超出這範圍,可立即暫停射出避免繼續生產不良產品。更高端的機台甚至已開發出實時監控自動修正成型條件的功能,期望把停機排除問題的成本耗費降到最低。這些都可視為成型段大數據應用下所衍生的生產管理自動化。
往射出成型的前端追溯,就是產品設計與模具設計。如果能在設計階段就避免出現成型問題,不僅提升良率,也能節省可觀的試模階段原料與能源成本。